RailTec Overview
The RailTec System was developed for the rail industry and is based on FTI's Split Sleeve Cold Expansion System. The flexibility of the system enables it to be easily applied to all main line or branch line track as part of routine maintenance. Rail with small fatigue cracks can be reworked and safely returned to service. Additionally, the system can be used during the manufacture of rails, frogs, and switches.
The cold expansion process increases the life of a bolt hole by producing a zone of residual compressive stresses around the hole. This is achieved by drawing an oversized, tapered mandrel through an internally pre-lubricated split sleeve in the hole. When the mandrel passes through the hole, the combined major diameter of the mandrel and thickness of the sleeve enlarge the hole, yielding the material directly around the hole and creating the protective zone of residual stress. This zone protects the hole from the stresses applied to the rail end and significantly decreases the probability of fatigue cracks. The cold expansion process, when applied to typical rail stock, increases the life of the bolt hole by at least 3:1.
BENEFITS OF THE RAILTEC SYSTEM
• Improves the fatigue life of the hole by at least 3:1
• Arrests the growth or small cracks
• Cost-effective alternative to new track
• Reduces maintenance and inspection costs
• Increases the overall structural integrity and safety of the line
Testing Introduction
While most track comprises continuous welded rail, bolted joints are still used to connect level crossings, turnout frogs and switches, and insulated joints. Traditional bolted rail is still in use in many regional railroads, especially in underdeveloped countries where the cost of replacing the bolted rail infrastructure is prohibitive. Heavy-axle-load freight cars for bulk commodity traffic show net operating benefits, however from an engineering standpoint, heavy axle loads shorten track component life, increase the track structure degradation rate, and increase the risk of derailment. Class I railroads are generally equipped to handle these higher loads but the same loads applied to existing track and most regional railroads have serious implications in terms of increased maintenance and risk of rail fatigue failure.
As part of the Heavy Axle Load (HAL) program conducted by the Transportation Technology Center Inc., (TTCI) for the United States (U.S.) rail industry to investigate the effect of increased axle loads and speeds on existing track, it was found that an increase in axle load of only 20% precipitated serious cracking in bolt holes at turnout frogs and switches. Furthermore, the impact of operating with 36- and 39-ton axle loads showed an increase in the track maintenance effort of 21%. From a maintenance standpoint the effect of HAL significantly increased internal defects and damage at rail joints by 32%.
In 1974, the U.S. National Transportation Safety Board identified broken rails as the largest single cause of train accidents. Between 1982 and 1988, track-related accidents represented between 30 and 40% of the total number of reported accidents. U.S. Federal Railroad Administration statistics for 1988 showed that derailments caused by bolt hole failures accounted for 10% of the total cost of rail and joint bar defects.
The U.S. Department of Transportation (DOT) sponsored a study in 1975 to investigate the application of several promising aerospace fatigue life enhancement techniques to rail bolt holes. These methods included pad coining, interference fit bolts and split sleeve cold expansion. The lives of specimens treated with split-sleeve cold expansion showed a remarkable life improvement compared to non-cold expanded bolt holes and the other methods investigated. The DOT study showed dramatic improvement in rail life after the application of cold expansion.
Testing Overview & Results
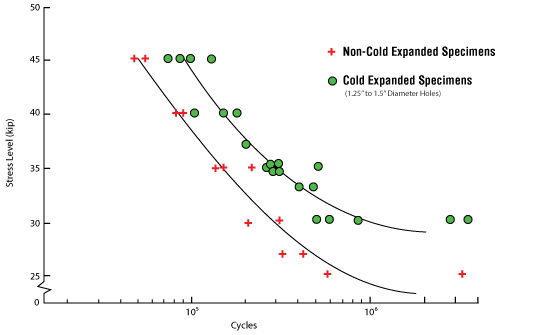
Laboratory tests of bolt holes in full-size rail were conducted to demonstrate the comparative improvement in fatigue life achievable by the split sleeve cold expansion process. The rail selected was 112 lb/yd (51 kg/m) RE, a commonly used rail section in U.S. mainline service. This type of rail had exhibited previous history of bolt-hole failure. Rails previously used in service were selected for the evaluation to duplicate, to a degree, surface corrosion and pitting conditions.
No hole-initiating failures could be obtained at less than 170 kip (195 MPa) stress level. In most cases the cold expanded specimens did not fail in under 6 x 106 cycles, and even then failure initiated away from the hole. This suggests that cold expansion of rail bolt holes would reduce the failure rate to the level of those rail failures not associated with the bolt hole.
Other tests were conducted with pre-cracked specimens, i.e., the holes had existing cracks of 0.1875 inch (4.76 mm) long extending from the hole. The results showed a 10-fold reduction in crack growth rate for the cold expanded specimens.
Independent British Rail trials and evaluation of the cold expansion process, including laboratory and in-service tests, confirmed the results and concluded that the process increased the life of a bolted rail joint by a factor of 10 or more by reducing or eliminating bolt hole fatigue failure.
Results of these trials/evaluations clearly show a large increase in fatigue life and an increase in fatigue strength, as well as the reduction in crack growth rate even at high stress levels. The advantages are apparent in either upgrading existing rail for heavy axle loads or as an improvement to new rail joints designed for heavy haul operations.
A large number of field trials were conducted both in the United States and in the United Kingdom, although not specifically for heavy haul rail networks. In the USA trials were conducted on 131 lb (60 Kg) 6-hole track and those in the UK were on BS11 normal quality as well as Grade A and Grade 110. All work was performed by the normal joint crew with minimum training. The section of the track in the UK had freight and passenger traffic at speeds up to 70 miles per hour (112 kph). The maximum axle loads were in the region of 21 ton (approximately 11% of the total) with annual track loading of 5 million gross tons.
No cracks were detected in the sections over a 12-month period. Based on laboratory and field track it was concluded that track with slit sleeve cold expanded bolt hole treatment, properly applied, could prolong track inspection and maintenance cycles to at least five times that required for non-treated holes.
Video courtesy of Hird Rail Services Ltd. www.hirdrail.com
The RailTec Tooling System is both flexible and durable. To facilitate track maintenance, the FT-600 PowerPak incorporates a gasoline powered engine to drive the hydraulic pump. An electric powered version, the FT-700, is available for workshop environments or where electric power is preferable. The RailTec tooling system includes: Mandrel, Jaws, Split Sleeves, Combination Gage, Mandrel Gage, Nosecap, Puller, and PowerPak. Please contact customer service for pricing and availability.
Installation Procedure
RailTec installation is similar to FTI's standard Split Sleeve Cold Expansion process. An oversized tapered mandrel is pulled through the bolt hole using a specially designed hydraulic puller unit. A dry-film lubricated split sleeve is pre-fitted on the mandrel to protect the hole from metal contact and ensures the hole is radially expanded. The combination of the mandrel and split sleeve thickness creates enough radial expansion to significantly yield the material around the hole. To learn more about Cold Expansion - explore our "What is Cold Expansion?" page.
Product Brochures



Product Images

Product Specifications
To download
To download the
Case Studies: Proven Applications
The RailTec System has been implemented in thousands of miles of railroad track all over the world including the United States, Great Britain, Hong Kong, and Canada. Many companies that have implemented the RailTec system have found the preventative repair to be so effective that it is a part of the standard specifications during installation.
Network Rail | United Kingdom
100+ miles of Railroad Track
In the UK, the Exeter to Sherbourne route comprises 38 km of track. Prior to a cold working maintenance action that started in 1987, the line was plagued with rail-end bolt hole cracks in the form of star cracks. By 1991 the entire route was treated and the number of incidences of star cracking reduced from 25 in 1987 to just 1 in 1991.
Network Rail ![]() | Corporate Website
| Corporate Website
"Process for Cold Expanding Existing Fishbolt Holes by Split Sleeve Method"
Reference: NR/SP/TRK/051 (Formally RT/CE/S/051)

Edmonton Light Rail | Alberta Canada
21 km of Railroad Track
Edmonton Light Rail Transit (LRT) began service in early 2009. A year later, the City of Edmonton purchased FTI's RailTec System to service the full line (21 km of track). The LRT is electric powered and carries over 92,000 passengers on an average day; operating at a maximum speed of 70 km/h.

Union Pacific | United States
Union Pacific Railroad Company ![]() | Corporate Website
| Corporate Website
"Procedures Manual and Process Specification for Cold Expansion of Railroad Track End Joint Bolt Holes" Reference: Contract DOT-TSC-1048