What is StopCrackEX?
Many fatigue cracks in bridge structures are drill stopped to repair the bridge. However, drill stopping may only stop a crack from growing for a short time. FTI’s StopCrackEX System cold expands a bushing into a drill stop, imparting residual compressive stresses around it, protecting it from cyclic loads. This large zone of residual compression around the drill stop greatly reduces crack growth, even when the drill stop misses the tip of the crack. Independent, third-party testing has shown that this repair method extends the fatigue life of the drill stop by over ten times.
StopCrackEX is based on FTI’s Cold Expansion System and products that are being used by virtually every commercial and military aircraft manufacturer worldwide to extend the fatigue life of holes in metallic structures. FTI’s 40 years of engineering expertise has lead us to become the world leaders in expanded products.
Benefits of the StopCrackEX System
• Arrests the growth of small cracks in holes
• Extends the fatigue life of drill stops by over 10 times
• Cost-effective alternative to redesign of the structure
• Installed bushing allows for positive visual inspection
• Simple and easy-to-use one-sided operation
• Reduces maintenance and inspection costs
Testing Introduction
As of 2007, there were 599,766 bridges in the National Bridge Inventory (NBI). Approximately 32% of those bridges are either steel or continuous steel superstructures. Steel bridges are composed of numerous individual steel members that are connected by some combination of bolts, rivets, and welds; the most common problems at these connections are corrosion and cracking or a combination of both.
Cracking at steel bridge connections are primarily caused by local material fatigue failure. Fatigue is the formation and propagation of a crack resulting from variable and cyclic loads. Fatigue cracks typically occur and grow over a period of time and are functions of the effective stress range, frequency of load events, and structural details.
If a fatigue crack is allowed to grow and reach a critical crack length, fracture may occur resulting in structural failure of the member or collapse of the entire structure. Retarding or arresting further fatigue crack growth will result in significant cost savings on supplemental inspection requirements, significant reduced repair costs for owners, and will avoid bridge shut down to complete more permanent/temporary repairs. Structural fatigue failures on bridges cost lives, add significant cost to infrastructure, and create major disruption to travel and commerce.
A commonly used practice used in the bridge maintenance and repair field is to use drill stops, also known as a crack arrest hole (CAH), to retard the growth of fatigue cracks. This method is often ineffective in the short term, particularly if the primary cause of cracking is left unaddressed. This issue is not unique to the bridge industry. The aerospace industry experiences the same metal fatigue issues and consequences. The purpose of the testing described herein is to evaluate a method of dramatically increasing the effectiveness of these CAH’s using proven methods from the aerospace industry.
Background & Testing Details
Southern Utah Engineering was retained by Miceli Consulting, LLC (MIC) to conduct a series of independent fatigue tests investigating the effectiveness of Fatigue Technology’s (FTI) StopCrackEX process in stopping fatigue cracks in bridge steel. The StopCrackEX process is a derivative of FTI’s StopCrack® process that has been used in the aerospace industry for decades to retard or arrest the growth of aircraft structural fatigue cracks. StopCrackEX incorporates FTI’s high interference fit ForceMate® cold expanded bushing into the CAH. A test plan was designed in conjunction with MIC and FTI to compare typical crack arrest holes with FTI’s StopCrackEX process.
• Seven Specimens
• 22 kip MTS Test Frame
• Three samples were repaired using a conventional 1/2 inch crack arrest hole
• Four samples were repaired using the StopCrackEX process within the 1/2 inch hole
• Specimens cycled at 10Hz until a new crack was initiated and propagated to 0.15 inch on the other side of the given repair or until 4,000,000 cycles (except in one test - which was extended to 20,000,000 cycles)
• Gross Stress = 25ksi
• Stress Ratio = 0.05
Independent Testing Results
CRACK LENGTH |
RADIUS |
CYCLES TO BREAK HOLE |
CYCLES TO REINITIATE CRACK |
REINITIATED CRACK LENGTH |
|
| #1 Crack Arrest Hole |
0.298" |
0.05" |
17,500 |
230,000 |
0.145" |
| #2 Crack Arrest Hole |
0.265" |
0.05" |
6,000 |
250,000 |
0.14" |
| #3 Crack Arrest Hole |
0.264" |
0.05" |
7,000 |
440,000 |
0.149" |
| #4 StopCrackEX |
0.29" |
0.05" |
580,000 |
4,000,000 |
No Crack |
| #5 StopCrackEX |
0.285" |
0.05" |
250,200 |
4,000,000 |
No Crack |
| #6 StopCrackEX |
0.265" |
0.05" |
700,000 |
4,000,000 |
No Crack |
| #7 StopCrackEX |
0.262" |
0.05" |
210,000 |
20,000,000 |
No Crack |
Summary
The conventional CAH, in theory, provides a method for postponing a more expensive retrofit. Ideally, a CAH lowers the stress concentration sufficiently to arrest further crack growth but this is often not the case.
It has long been known that compressive residual stresses induced around a hole provide a beneficial result in extending the fatigue life of metal components. The compressive stress shields the hole from the effect of the cyclic tensile loads and reduces the stress intensity factor associated with crack growth, thereby minimizing the potential for crack reinitiation and retards or arrests fatigue crack propagation. In the aircraft and railroad industry, cold working of holes has been successfully used for over forty years as a method for improving the fatigue life of holes. FTI’s StopCrackEX system is an extension of this technology.
When StopCrackEX is used as a replacement for the CAH in bridges, it provides a region of high compressive stresses around the hole. The high interference fit of the bushing combined with the induced compressive residual stress provides the necessary stress field modification needed to impede future crack propagation and initiation.
The StopCrackEX process has shown over a 60 times improvement in crack growth life when compared with the CAH. The life extension of the specimens demonstrates that the StopCrackEX process significantly improves the life of the crack locations and will provide significant cost savings to bridge owners and reduce the need for costly repeat inspection of repairs when used as a replacement for the conventional CAH method.
Conclusions
• The StopCrackEX system retarded propagation of the precrack and significantly extended the crack growth life compared to the traditional CAH method.
• The StopCrackEX process showed over a 60 times improvement for crack reinitiation and specimen life when compared with the CAH. Reinitiation was not observed in any of the StopCrackEX specimen and tests were stopped at the predetermined cycle count of 4,000,000.
• The StopCrackEX process not only induced the beneficial residual compressive stresses around the hole, it also propped the hole and provided a visual indication of process incorporation.
• The StopCrackEX process proved to be easy and quick to install.
• One specimen with the StopCrackEX was run out to 20,000,000 cycles without crack initiation evident.
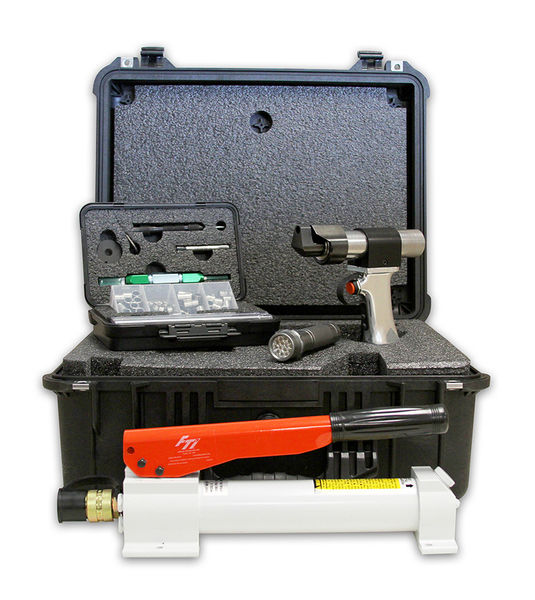
FTI's StopCrackEX kit includes the tools needed to install the 1/2 inch diameter StopCrackEX bushing for drill stop crack arrest holes in steel bridges. The standard kit comes in a watertight protective case that is 9"x18"x21" and weighs approximately 32 lbs.
The standard kit comes with a hydraulic hand pump when electrical power is unavailable. FTI also offers an electric powerpak (sold separately) for even faster and easier StopCrackEX installations. Contact us for details.
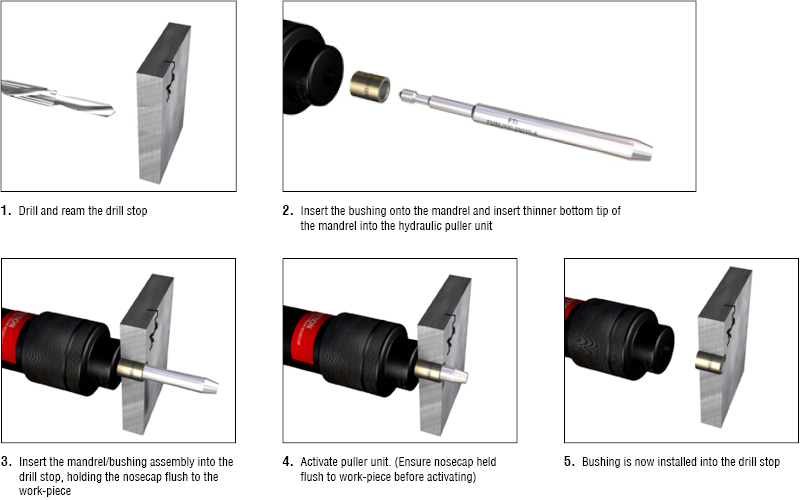
Installation Procedure
StopCrackEX Kit Includes
| · (1) Puller Unit (New Compact Design) | · (1) 6" Hole Depth Gage | ||
| · (1) Hand Pump | · (1) Center Hole Punch | ||
| · (2) Mandrel | · (25) 1/4" Bushings | ||
| · (1) Mandrel Check Gage | · (25) 7/16" Bushings | ||
| · (1) Nosecap & Threaded Adapter | · (25) 1/2" Bushings | ||
| · (1) Hole Check Gage | · (15) 3/4" Bushings | ||
| · (2) 1/4" Pilot Drill Bit | · Professional Grade Case | ||
| · (2) 1/2" Starting Drill | · LED Flashlight | ||
| · (2) 1/2" Starting Reamer | · Instruction Manual |
Product Brochures




Product Images

Product Specifications
Please contact FTI Sales to obtain the most current StopCrackEX Specification for your application.
To download the
StopCrackEX Case Studies
FTI's technology has been proven decade after decade in the aerospace industry in a wide range of materials, sizes, and performance levels. Below are a few of our more recent infrastructure case studies. If you have any questions, please don't hesitate to contact us.

Manahawkin Bay Bridge - NJDOT
New Jersey, USA
StopCrackEX Standard 1/2" Bushing Repair
Project Description
The Manahawkin Bay Bridge comprises seventeen steel riveted span, continuous, cantilevered girder and floor beam system that opened to traffic in 1959. It has undergone rehabilitation work where fatigue cracks were found in numerous locations. All cracks were similar horizontal cracks in the floor beam webs and vertical cracks in the floorbeam-to-girder bracket connections. The horizontal cracks have typically been repaired by drilling crack arrest holes (CAH) at the tips of the cracks, which is monitored in routine inspections. The conventional CAH on this structure is approximately 1” in diameter. In general, cracks have continued to propagate beyond the drilled holes. Cracks seem to initiate from out-of-plane bending loading conditions.
General Comments
Several candidate cracks were chosen to apply the FTI StopCrackEX crack arrest system to observe the effectiveness of the method. The tooling worked well and bushings were installed.

Lincoln Tunnel Interchange - NJTA | New Jersey, USA
StopCrackEX Standard 1/2" Bushing Repair
Project Description
Fatigue Technology (FTI) was contacted by HNTB on behalf of the New Jersey Turnpike Authority (NJTA) to apply the FTI StopCrackEX process adjacent to cracks running along weld connections that join the flange to webs of typical floorbeams. The aim of the project was to compare the effectiveness of typical crack arrest holes (CAH) against StopCrackEX. Six cracks were identified at Milepost E.112.95A, Interchange 17 – Ramp NET (A) on the New Jersey Turnpike, (Lincoln Tunnel interchange). All cracks were identified as out-of-plane bending cracks. Typical CAH, drilled centered on the crack tip directly into the weld material, had proven to not arrest the growth of the crack.
General Comments
The objective of this task was to drill a standard 1.0 inch CAH at one end of the crack and the FTI StopCrackEX method at the other end of the crack. The StopCrackEX was installed with the center of the ½” diameter StopCrackEX hole displaced ¾” below the flange and ¼” ahead of the visible crack tip, clear of the weld material. The resultant residual compressive stress induced by the process provides a crack closure effect at the crack tip which retards the growth of the crack. The procedure followed was detailed in the “Structural Steel Repair Details and Maintenance and Protection of Traffic, Change of Plan No. 6” issued by NJTA. The effectiveness of this method has been shown in the laboratory to be at least a 3:1 improvement in crack growth life compared to the conventional CAH configuration.
The task was completed in one day. Drilling the CAH was more diffi cult because of the hard weld material and the drill bit was being pushed away from the flange by the weld. The StopCrackEX hole was smaller, faster, and easier to drill away from the heat affected zone of the weld.

Delaware River Bridge - NYSDOT
Margaretville, NY
StopCrackEX Standard 1/2" Bushing Repair
Project Description
NYSDOT BIN 1053430 had been red flagged following identification of a cracked floor beam 8, left truss, begin side. The crack is located in the floor beam where they are flame coped at the top and bottom to facilitate connection to the truss. Flame damage and grooves had necessitated bolted repairs at several locations. One unrepaired location in floorbeam 8 had developed a crack which extended 1.25 inches above the bottom of the connecting angle. NYSDOT had requested FTI install StopCrackEX at the end of this crack to evaluate how effective the process would be at arresting this type of crack.
General Comments
Access was gained to the location of the crack and the ½ inch StopCrackEX hole was drilled ahead of the visible crack tip, leaving approximately 1/16 inch from the tip of the crack to the edge of the hole. The StopCrackEX bushing was installed using FTI tooling.